JIT系統:在需要的時候,按需要的數量生產所需要的產品;消防超前、超量生產。最大限度地減少庫存,消除浪費,從而提高效率;迅速及時地對市場需求做出反應;適時適量第生產出顧客所需的產品。
1、JIT系統的必要條件
適用於批量,流水作業生產;
已有良好的工藝秩序,工藝規程完成,工序質量得到控制;
設備及工裝運行效率良好;
現場生產布置合理
原材料或配件供應,質量穩定;
員工經過培訓,具有明確的參與意識
2、拉動系統是精益生產方式的基本特徵
每一道工序的生產都是由其下道工序的需要拉動的,生產什麼,生產多少,什麼時候生產都是以正好滿足下道工序的需要為前提。
— 生產系統之外,市場需求拉動企業生產
— 生產系統之內,後工序拉動前工序的運作方式
— 主機廠的需求拉動配套廠、協作廠及原材料的生產供應(也稱外部拉動)
拉動式方法的特點:
堅持一切以後道工序需求出發,寧肯中斷生產,也不搞超前超量生產。拉動式生產的核心就是準時化,就是要求在需要的時候,生產需要的產品和需要的數量,所以又把它稱為準時化生產(Just In Time)。
生產指令不僅僅是生產作業計劃,而且還用看板進行為調節。看板成為實施拉動式生產的重要手段。看板來源於大野耐一從美國超級市場的啟示。
 ...
...
3、拉動式方法在生產製造過程中的具體運用
(1)以市場需求拉動企業生產。
(2)在企業內部,以後道工序拉動前道工序生產,以總裝配拉動總成裝配,以總成裝配拉動零件加工,以零件拉毛坯生產,用以大幅度壓縮在制品儲備,消除無效勞動。
—U型平面布置的「一個流」生產線
—多工序管理和多工具機操作
—成批輪番作業的生產線
—快速換模技術,實現小批量多批次生
(3)以前方生產拉動後方準時服務於生產現場。
 ...
...
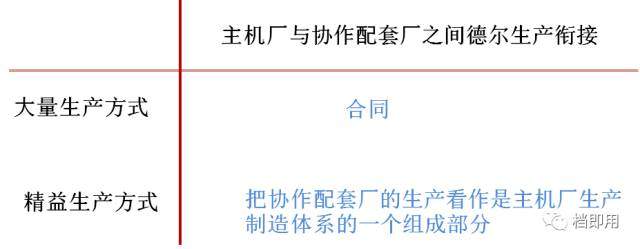
(4)以主機廠拉動協作配套廠生產。
 ...
...
2JIT的基本手段
①適時、適量生產;
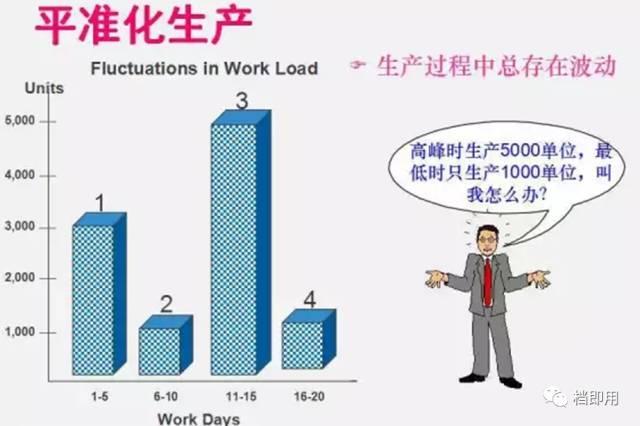
—生產均衡化
—看板管理
—單件流的控制方法
②彈性配置作業人數,少人化;
③質量保證:生產線上「差錯預防裝置」及授權工人解決生產問題
 ...
...
看板方式的技術與應用
1、看板的目的:在工作區或工序之間傳遞生產信息
2、使用看板的好處:
·控制生產量的信息網絡
·有效控制物料流動
·降低成本的有效工具(消除浪費)以防過量生產
·質量改進的工具
·管理準時化生產
·告訴下道工作中心需求的特定零件號、數量、地址及時間
·識別工廠內超出庫存水平的量
·識別潛在的庫存短缺(低的庫存指標)
·裝配線上的全部零件由於看板而一目了然
·由於緩衝受到限制而改進生產周期
·致使內部計劃穩定
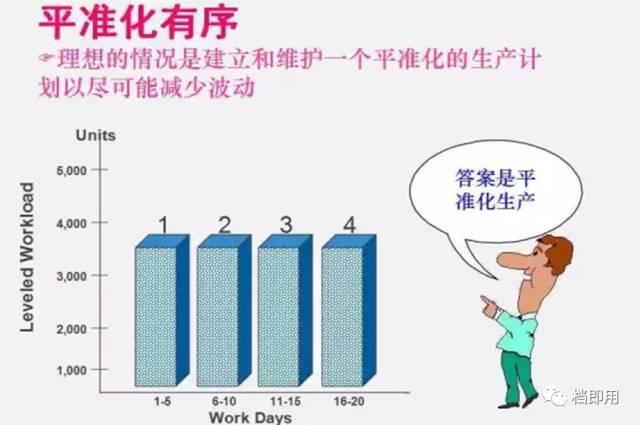
·允許製造頻率的經常變化並且有助於實現平準化生產
·導致生產有序進行
·有助於在使用點管理零件的複雜性
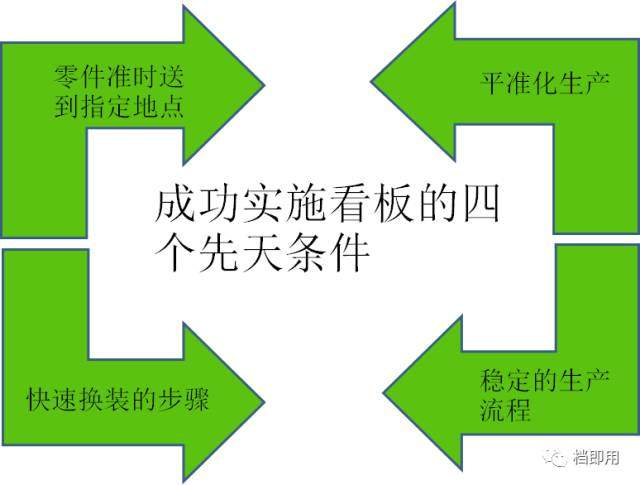
3、使用看板的前提條件
 ...
...
(1)零件準時送到指定地點
每個零件必須送到裝配線指定的地點;
每個零件在使用點的最小和最大的量,最小/最大水平取決於計劃、使用點的存儲能力、庫存成本;
-為防止看板完成時出現看板的短缺,看板必須在每個周期結束後返回使用點
-使庫存保持穩定,但不允許線上物料超出需要量
(2)平準化生產
平準化步驟:
-總的月產量/每個月總的工作天數:
-每種工作的月產量/每個月總的工作天數
-根據工作類型的 比率建立一個工作順序
 ...
... ...
...
(3)穩定生產過程
考慮工序與工序之間的連續流動穩定生產過程:無緩衝、無瓶頸、無故障。
(4)快速準備
在製造中使用相同的機器設備生產幾種不同零件的比較的一個非常經濟方法;每種產品的庫存是由其看板決定的;生產指令看板告訴我們何時及生產什麼產品。用相同的機器設備生產某產品的最後一件和某種產品的第一件之間的時間。
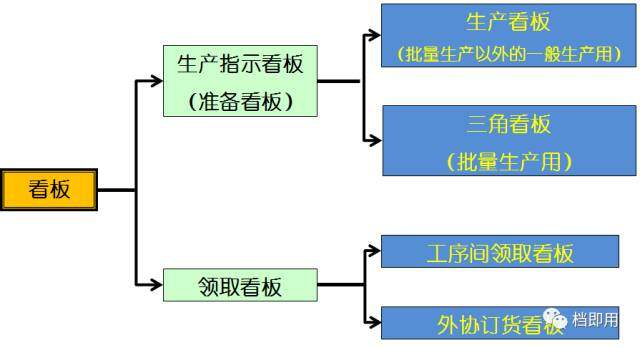
4、看板的分類
 ...
...
(1)領取看板
有兩種基本類型的領取看板:工序內領取看板和外協訂貨看板。向供應商要求交付零部件的指示
 ...
... ...
...
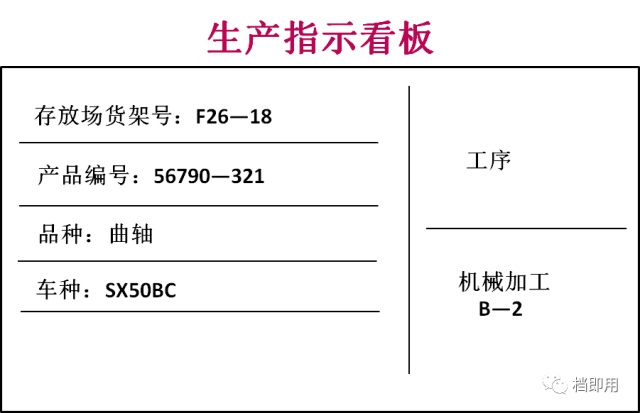
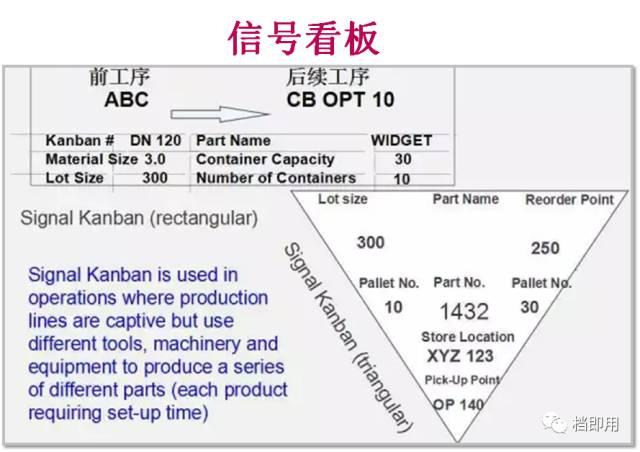
(2)生產指示看板
有兩種基本的生產指示看板:內部工序看板—非批量生產的一種看板。信號看板—為了給鑄造、衝壓和鍛造工序的批量生產下達指令,使用「信號看板」。
 ...
... ...
...
5、使用看板的八個步驟
(1)後工序的搬運工把所必需的數量的領取看板和空托盤(貨櫃)裝到叉車或台車上,走向前工序的零部件的存放場
(2)如果後工序的搬運工再存放場A領取零部件的話,就取下俯在托盤內零部件上生產指示看板(注意:每副托盤裡俯附有一枚看板),並將這些看板放入看板接受箱。
(3)搬運工把自己取下的每一枚生產指示看板,都換一枚領取看板附上。
(4)在後工序,作業一開始,就必須把領取看板放入領取看板箱。
(5)在前工序,生產了一段時間或者一定數量的零部件時,必須將生產指示看板從接收箱中收集起來,按照再存放場A摘下的順序,訪日生產指示看板箱。
(6)按放入該看板箱的生產指示看板的順序生產零部件。
(7)在進行加工時,這些零部件和他的看板做為一對東西轉移
(8)如果在這個工序零部件加工完成之後,將這些零部件和生產指示看板一起存放的存放場,以便後工序的搬運工隨時領取
總結
1.看板不是一個固定的獨立系統
2.看板是管理準時化生產的有效工具
3.看板是再訂夠的傳票
4.看板支持消除浪費
5.看板是一個信息交換的網絡,在這個網絡中, 允許團隊成員發揮主觀能動性,參與到準時化的管理中
6.看板起到一個拉動作用,在顧客需要時,拉動產品通過整個生產過程並最終發送到顧客手中