機械加工常用計算公式
第一部分
 ...
...
 ...
...
 ...
...
 ...
...
 ...
...
第二部分
國 際 標 准
一、擠牙絲攻內孔徑計算公式:
公式:牙外徑-1/2×牙距
例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm
M6×1.0=6-(1/2×1.0)=5.5mm
例2:公式:M3×0.5=3-(0.5÷2)=2.75mm
M6×1.0=6-(1.0÷2)=5.5mm
二、一般英制絲攻之換算公式:
1英寸=25.4mm(代碼)
例1:(1/4-30)
1/4×25.4=6.35(牙徑)
25.4÷30=0.846(牙距)
則1/4-30換算成公制牙應為:M6.35×0.846
例2:(3/16-32)
3/16×25.4=4.76(牙徑)
25.4÷32=0.79(牙距)
則3/16-32換算成公制牙應為:M4.76×0.79
三、一般英制牙換算成公制牙的公式:
分子÷分母×25.4=牙外徑(同上)
例1:(3/8-24)
3÷8×25.4=9.525(牙外徑)
25.4÷24=1.058(公制牙距)
則3/8-24換算成公制牙應為:M9.525×1.058
四、美制牙換算公制牙公式:
例:6-32
6-32 (0.06+0.013)/代碼×6=0.138
0.138×25.4=3.505(牙外徑)
25.4÷32=0.635(牙距)
那麼6-32換算成公制牙應為:M3.505×0.635
1、 孔內徑計算公式:
牙外徑-1/2×牙距則應為:
M3.505-1/2×0.635=3.19
那麼6-32他內孔徑應為3.19
2、擠壓絲攻內孔算法:
下孔徑簡易計算公式1:
牙外徑-(牙距×0.4250.475)/代碼=下孔徑
例1:M6×1.0
M6-(1.0×0.425)=5.575(最大下孔徑)
M6-(1.0×0.475)=5.525(最小)
例2:切削絲攻下孔內徑簡易計算公式:
M6-(1.0×0.85)=5.15(最大)
M6-(1.0×0.95)=5.05(最小)
M6-(牙距×0.860.96)/代碼=下孔徑
例3:M6×1.0=6-1.0=5.0+0.05=5.05
五、壓牙外徑計算簡易公式:
1.直徑-0.01×0.645×牙距(需通規通止規止)
例1:M3×0.5=3-0.01×0.645×0.5=2.58(外徑)
例2:M6×1.0=6-0.1×0.645×1.0=5.25(外徑)
六、公制牙滾造徑計算公式:(飽牙計算)
例1:M3×0.5=3-0.6495×0.5=2.68(車削前外徑)
例2:M6×1.0=6-0.6495×1.0=5.35(車削前外徑)
七、壓花外徑深度(外徑)
外徑÷25.4×花齒距=壓花前外徑
例:4.1÷25.4×0.8(花距)=0.13 壓花深度應為0.13
八、多邊形材料之對角換算公式:
1.四角形:對邊徑×1.414=對角徑
2.五角形:對邊徑×1.2361=對角徑
3.六角形:對邊直徑×1.1547=對角直徑
公式2: 1.四角:對邊徑÷0.71=對角徑
2.六角:對邊徑÷0.866=對角徑
九、刀具厚度(切刀):材料外徑÷10+0.7參考值
十、錐度的計算公式:
公式1:(大頭直徑-小頭直徑)÷(2×錐度的總長)=度數
等於查三角函數值
公式2:簡易
(大頭直徑-小頭直徑)÷28.7÷總長=度數
 ...
...
製造精英們看到這裡已經做好戰鬥的準備!
第三部分
一、 三角函數計算
1.tanθ=b/a θ=tan-1b/a
2.Sinθ=b/c Cos=a/c
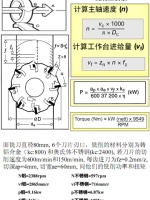
二、切削速度的計算
Vc=(π*D*S)/1000
Vc:線速度(m/min) π:圓周率(3.14159) D:刀具直徑(mm)
S:轉速(rpm)
例題. 使用Φ25的銑刀Vc為(m/min)25 求S=?rpm
Vc=πds/1000
25=π*25*S/1000
S=1000*25/ π*25
S=320rpm
三、進給量(F值)的計算
F=S*Z*Fz
F:進給量(mm/min) S:轉速(rpm) Z:刃數
Fz:(實際每刃進給)
例題.一標準2刃立銑刀以2000rpm)速度切削工件,求進給量(F
值)為多少?(Fz=0.25mm)
F=S*Z*Fz
F=2000*2*0.25
F=1000(mm/min)
四、殘料高的計算
Scallop=(ae*ae)/8R
Scallop:殘料高(mm) ae:XY pitch(mm) R刀具半徑(mm)
例題. Φ20R10精修2枚刃,預殘料高0.002mm,求Pitch為多
少?mm
Scallop=ae2/8R
0.002=ae2/8*10
ae=0.4mm
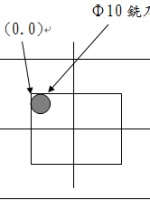
五、逃料孔的計算
Φ=√2R2 X、Y=D/4
Φ:逃料孔直徑(mm) R刀具半徑(mm) D:刀具直徑(mm)
例題. 已知一模穴須逃角加工(如圖),
所用銑刀為ψ10;請問逃角孔最小
為多少?圓心座標多少?
Φ=√2R2
Φ=√2*52
Φ=7.1(mm)
X、Y=D/4
X、Y=10/4
X、Y=2.5 mm
圓心座標為(2.5,-2.5)
 ...
...
六、取料量的計算
Q=(ae*ap*F)/1000
Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm)
例題. 已知一模仁須cavity等高加工,Φ35R5的刀XY pitch是刀具的60%,每層切1.5mm,進給量為2000mm/min,求此刀具的取料量為多少?
Q=(ae*ap*F)/1000
Q=35*0.6*1.5*2000/1000
Q=63 cm3/min
七、每刃進給量的計算
Fz=hm * √(D/ap )
Fz:實施每刃進給量 hm:理論每刃進給量 ap:Z pitch(mm)
D:刀片直徑(mm)
例題 (前提depo XY pitch是刀具的60%)
depoΦ35R5的刀,切削NAK80材料hm為0.15mm,Z軸切深1.5mm,求每刃進給量為多少?
Fz=hm * √(D/ap )
Fz=0.2*√10/1.5
Fz=0.5mm
八、沖模刀口加工方法
刀口加工深度=板厚-刀口高+鉆尖(0.3D)
D表示刀徑
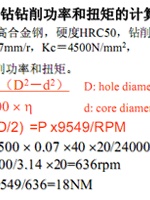
九、鑽頭鑽孔時間公式
T(min)=L(min)/N(rpm)*f(mm/rev)
=πDL/1000vf
L:鑽孔全長N:回轉數f:進刀量系數
D:鑽頭直徑v:切削速度
如圖孔深l鑽頭孔全長L則L=l+D/3
T=L/Nf=πDL/1000vf
系數表f 直徑mm進刀mm/rev
1.6~3.2 0.025~0.075
3.2~6.4 0.05~0.15
6.4~12.8 0.10~0.25
12.8~25 0.175~0.375
25以上 0.376~0.625
十、管牙計算公式
1英寸=25.4mm=8分
例如﹕25.4/牙數=牙距
25.4/18=1.414
牙距為5/16絲攻
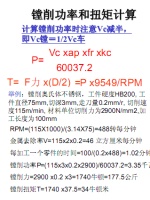
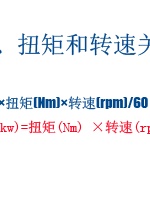
十一、馬力(槍鑽)
W=Md*N/97.410
W:所要動力(kw) Md:扭矩(kg-cm) N:回轉數(r.p.m)
扭矩計算公式如下:
Md=1/20*f*ps*r2
f為進給量mm/rev系數 r為鑽頭半徑(mm)
α:切削抵抗比值
注﹕在小進給時,一般鋼為500kg/mm2,一般鑄鐵為300kg/mm2。
第三部分
切削條件計算公式 切削米數( V ) V= ( π*D*N ) /1000 ( m/min ) V :切削米數 D :刀具直徑 N :主軸轉速
主軸轉速( N ) N= ( V*1000 ) /(π*D) ( rpm ) V :切削米數 D :刀具直徑 N :主軸轉速
每齒進給( ft ) ft=F/ ( Z*N )( mm/tooth ) F :總進給 Z :齒數 N :主軸轉速 每齒進給( ft ) ft= ( F/N ) /Z ( mm/tooth ) F :總進給 Z :齒數 N :主軸轉速 總進給( F ) F=ft*Z*N ( mm/min ) ft :每齒進給量 Z :齒數 N :主軸轉速
切削時間( Tc ) Tc= ( L+h ) /F ( min ) Tc :切削時間 L :切削長度 h :刀尖到加工面的距離 F :進給速度
消除比率( Q ) Q= ( ap*ae*F ) /1000 (60*10 6*η ) (KW) ap :切削深度 ae :切削寬度 F :總進給 kc :切削阻抗 η :機械效率
鑽頭速度的轉換公式 切削米數( V ) V= ( π*D*N ) /1000 ( m/min ) V :切削米數 D :刀具直徑 N :主軸轉速
主軸轉速( N ) N= ( V*1000 ) /(π*D) ( rpm ) V :切削米數 D :刀具直徑 N :主軸轉速 每轉進給( ft ) ft=F/N ( mm/tooth ) F :總進給
N :主軸轉速
絲錐速度的轉換公式 切削米數正常為1~3mm/MIN V :切削米數 D :刀具直徑 N :主軸轉速
主軸轉速( N ) N= ( V*1000 ) /(π*D) ( rpm ) V :切削米數 D :刀具直徑 N :主軸轉速 每轉進給( ft ) ft= 轉速 * 螺距 F :總進給
N :主軸轉速